- Лекарственные упаковки: виды, описание, требования
- Виды упаковок лекарственных средств
- Первичная упаковка
- Вторичная упаковка
- Групповая
- Третичная упаковка
- Упаковочные материалы по степени жесткости
- Основные ГОСТы, предъявляемые к упаковке лекарственных средств
- Маркировка лекарственных средств
- 2.3. ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ ФОРМ
- 2.3.1. Упаковка твердых лекарственных форм
Лекарственные упаковки: виды, описание, требования
С каждым годом появляются все более новые требования к фармацевтической продукции и различным видам упаковки лекарственных препаратов. Внедрение инновационных технологий в процесс производства позволило значительно повысить качество упаковочной продукции. Современная лекарственная упаковка обеспечивает превосходную защиту препарата от внешних факторов воздействия при минимальных затратах, а также помогает увеличить его срок годности.
Упаковка для лекарственных средств играет ведущую роль в процессе сбыта фармацевтической продукции. Благодаря тому, что она соответствует утвержденным нормативным требованиям это позволяет гарантировать безупречное качество реализуемого товара. Регулятором закона периодически вносятся корректировки, которые касаются первичной, вторичной и третичной упаковки ЛП. В основном они затрагивают такие моменты, как герметичность, надежность защиты от негативных факторов воздействия и внешнюю составляющую упаковочной продукции.
Виды упаковок лекарственных средств
Первичная упаковка
 Упаковочная система, где размещается непосредственно сам фармпрепарат. Она считается частью самой продукции, обеспечивает ее сохранность на протяжении всего указанного срока годности. К первичной упаковке лекарственных средств относится ячейковая упаковка для таблетированных препаратов, бутылки, банки, ампулы стеклянные, также выделяют шприцы, алюминиевые тубы, капсулы для ЛП в жидкой и порошкообразной форме.
Упаковочная система, где размещается непосредственно сам фармпрепарат. Она считается частью самой продукции, обеспечивает ее сохранность на протяжении всего указанного срока годности. К первичной упаковке лекарственных средств относится ячейковая упаковка для таблетированных препаратов, бутылки, банки, ампулы стеклянные, также выделяют шприцы, алюминиевые тубы, капсулы для ЛП в жидкой и порошкообразной форме.
Вторичная упаковка
Специализированная упаковка для лекарства с идентификационными данными, предназначенная для сохранности содержимого, а также для осуществления надлежащего учета фармтовара в единой базе. Она обладает большей информативностью. Для ее изготовления может использоваться картон, полимерные материалы или же термоусадочная полиэтиленовая пленка. К вторичной упаковке лекарственных фармпрепаратов предъявляются следующие требования: информативность, должны содержаться сведения о хранении и приеме, четкость напечатанной информации и контроль первого вскрытия.
Групповая
Упаковочный продукт, которые используется для размещения различного количества лекарственных форм во вторичной потребительской упаковке. Ее основное предназначение – это осуществление надлежащего учета и контроля фармацевтической продукции. Производится она из термоусадочной пленки и картонной коробки, которые выполняют функцию амортизатора. Используется для сокращения потери перевозимых товаров и сохранения их качества.
Третичная упаковка
Транспортная или третичная упаковка лекарственных средств – это упаковочная система, которая предназначена для безопасной доставки фармпродукции к месту сбыта. Ее основное предназначение заключается в защите товара от различных механических воздействий. В качестве таковой обычно выступают тканевые или бумажные мешки, ящики, изготовленные из картона или фанеры, специальные бочки, емкости. В согласии с общими положениями ГОСТ потребительская упаковка лекарственных препаратов внутри заполняется амортизирующими материалами, полимерной стружкой, бумагой.
Все упаковочные средства предназначены для защиты фармпрепарата и идентификации с целью пресечения сбыта контрафакта. Представленные виды лекарственных упаковок играют важную роль в реализации требований регулятора закона. Сегодня используются упаковочные материалы, которые характеризуются высоким уровнем устойчивости по отношению к влиянию влаги, света и изменениям температуры. Среди производителей больше всего пользуется спросом упаковочная система из алюминия. Она отличается экологичностью, препятствует проникновению микроорганизмов, имеет незначительную массу.
Упаковочные материалы по степени жесткости
- Мягкие. Полимеры и бумага, которые используются в основном для драже, таблеток, порошков или различных растительных препаратов.
- Полужесткие. Картон, полимерные и комбинированные материалы. Используются для формирования коробок, пачек для пластырей, производства контурных упаковок, в том числе тюбиков-капельниц.
- Жесткие. Сюда относится стекло, металл и полимерная продукция. В основном применяются для изготовления различных емкостей, бутылок, флаконов.
Все вышеперечисленные упаковки для лекарственных препаратов подбираются исходя из свойств ЛП, их предназначения и условий хранения. Упаковочная система перед реализацией проходит надлежащий контроль качества, что позволяет исключить порчу фармпрепарата.
Основные ГОСТы, предъявляемые к упаковке лекарственных средств
Упаковка является важной составляющей технологического процесса производства ЛП. Регулятор закона уделяет большое внимание таким показателям, как надежность, герметичность и информативность. Основные положения, касающиеся изготовления и использования упаковочного материала, закреплены в утвержденных стандартах и рекомендациях.
 В согласии с ГОСТ 17527-2014 упаковочные материалы должны обеспечивать требуемую защиту фармпрепаратов от повреждения и преждевременной порчи. Благодаря им должен надлежащим образом осуществляться процесс обращения ЛП на территории РФ. Упаковочное изделие должно способствовать сохранности фармтовара на пути транспортировки.
В согласии с ГОСТ 17527-2014 упаковочные материалы должны обеспечивать требуемую защиту фармпрепаратов от повреждения и преждевременной порчи. Благодаря им должен надлежащим образом осуществляться процесс обращения ЛП на территории РФ. Упаковочное изделие должно способствовать сохранности фармтовара на пути транспортировки.
На основании ГОСТ 53699-2009 первичные упаковочные материалы должны обеспечивать герметичность продукции, а вторичные, не вступающие в контакт с ЛП, сохранность на всем пути следования от производителя до потребителя. В согласии с основными положениями Государственной Фармакопеи для упаковки одной и той же серии требуется использовать одинаковые упаковочные средства. При этом они должны быть удобны для транспортировки, соответствовать утвержденным экологическим требованиям и иметь эстетичный внешний вид.
Исходя из общих положений ФЗ-61, в частности, Приказа № 409н и 413н производитель обязан предоставить описание фармацевтической разработки, то есть обоснование выбора состава компонентов для формирования первичной упаковки. При этом необходимо указать характеристики и свойства используемых упаковочных материалов.
Производители также должны учитывать положения, закрепленные в ФЗ №278 и ст. 45 ФЗ №61. Там содержатся нормы, затрагивающие производство и оборот этилового спирта. В законе установлены основные нормы, касающиеся объемов реализуемой фармацевтической субстанции этилового спирта.
Основное назначение упаковочной системы – это обеспечение сохранности массы, качества и стабильности фармпрепарата в течение всего установленного производителем срока годности. Также она должна быть достаточно прочной, износоустойчивой, чтобы исключить потерю или повреждение ЛП. Исходя из общих положений, утвержденных ГФ, она также должна гарантировать надлежащую защиту от любого физического повреждения и микробиологического загрязнения. Штрих-код на упаковке лекарства должен легко читаться для идентификации фармпрепарата на всем пути следования.
Маркировка лекарственных средств
На основании действующих положений закона и утвержденных норм Государственной Фармакопеи упаковочный материал должен содержать следующую информацию:
- Название фармпрепарата.
- Наименование холдинга-производителя.
- Серия и дата производства фармацевтической продукции.
- Способ применения.
- Период действия фармпрепарата, условия его хранения и другие данные.
Помимо этого, в маркировке требуется указать меры предосторожности при применении ЛС. Например, все фармпрепараты, которые изготовлены из лейкоцитной, тромбоцитной составляющей или же плазмы, должны иметь надпись «Антитела к вирусу иммунодефицита отсутствуют». Если же препараты относятся к гомеопатическим средствам, тогда должна присутствовать надпись «Гомеопатические».
Мы рассмотрели нормативно-правовую базу РФ, которая затрагивает упаковку, маркировку и транспортирование лекарственных средств. Более подробную информацию можно получить на официальном сайте регулятора закона и на веб-ресурсе Государственной Фармакопеи.
Источник
2.3. ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ ФОРМ
2.3.1. Упаковка твердых лекарственных форм
Твердые лекарственные формы (ТЛФ) объединяют разнообразные ЛФ, которые предполагают различные виды упаковки. Возможные виды упаковки твердых лекарственных форм приведены в таблице 2.2.
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Вид первичной и потреби-
1. Порошки, грану-
Банка из стекломассы с вин-
Навинчиваемая пластмассовая крышка
товой горловиной для ле-
с пластмассовой ровной или отборто-
ванной прокладкой с уплотнительны-
ми элементами или прокладкой кар-
тонной с двусторонним полиэтилено-
вым покрытием в зависимости от тре-
буемой степени герметизации
Полимерная банка для дет-
Натягиваемая пластмассовая крышка,
крышка с дозатором порошка
Пакет из полимерных или
2. Сборы, чаи, бри-
Пакет из полимерных мате-
риалов, бумаги или фильтр-
3. Таблетки, драже,
Контурная безъячейковая и
Банка из стекломассы с вин-
Навинчиваемая пластмассовая крышка
товой горловиной для ле-
с пластмассовой ровной или отборто-
ванной прокладкой с уплотнительны-
ми элементами или прокладкой кар-
контролем первого вскры-
тонной с двусторонним полиэтилено-
вым покрытием в зависимости от тре-
буемой степени герметизации.
Захватываемая крышка с накатывае-
мой резьбой и контролем первого
вскрытия с пластмассовой прокладкой
Пластмассовая пробка с уплотнитель-
контейнеры типа «Пуш-топ»
4. Пастилки, кара-
Контурная безъячейковая и
денцы, резинки ме-
Контурная безъячейковая и
Контурная ячейковая тара
Пробки резиновые или эластомерные,
пробирки или флаконы
колпачки алюминиевые или полимер-
![]()
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Стерильные стеклянные амПробки резиновые или эластомерные,
пулы или флаконы
колпачки алюминиевые или полимер-
Порошки, гранулы. Современной упаковкой дозированных порошков и гранул являются плоские пакеты («стик» или «саше») из полимерных и комбинированных пленочных материалов, которые обеспечивают точное дозирование препаратов, удобство использования и современный товарный вид.
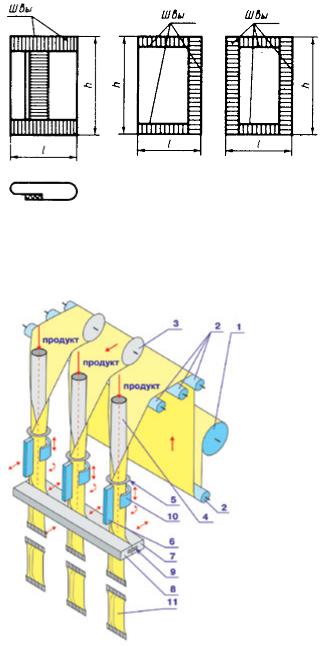
Пакеты изготавливают путем склеивания или сваривания. Сварные швы могут иметь выемки, зубчатые или пилообразные края, пилообразный шов для отрывных пакетов, лазерные насечки. Прочность швов пакетов должна быть не ниже 0,7 величины прочности пленки при растяжении. Для пакетов из комбинированных материалов она зависит от качества сварки и массы упаковываемой продукции.
«Саше» (от франц. “sachet” – «мешочек») – это плоский трехили четырехшовный пакет. Порошки и гранулы могут упаковываться в «саше» размером: ширина – 25-50 мм, длина – 30-90 мм.
Технология упаковки. Пакет типа «саше» формируется из многослойных полимерных пленок или комбинированных материалов, в состав которых могут входить фольга, бумага и т.д. Для изготовления пакетов применяют пленку из ПЭ, ПВХ пластифицированного, эфиров целлюлозы, комбинированную ПЭ/целлофан, ПЭТФ/ПЭ, ПП/ПЭ, ПЭ/ПА/ПЭТ, фольга/ПЭ, ПЭ/фольга/ПЭ, бумага/ПЭ и др. Количество и свойства слоев (структура материала) определяются теми особенностями, которыми должен обладать упаковочный материал, и могут быть идеально подобраны для любого вида продукции.
Оборудование для упаковки в «саше» может быть как вертикальным, так
и горизонтальным. После того как пакет сформирован, происходит его наполнение. В зависимости от свойств упаковываемого продукта, наполнение может производиться при помощи объемного или шнекового дозатора. Автоматы оснащаются дисковыми (стаканчиковыми), шиберными, шнековыми
и вибрационными дозаторами. Последний этап – запайка пакета с образованием сварного шва. На пакете проставляется дата изготовления (термодата), проводится его отрезание и подача по конвейеру.
Упаковочная часть фасовочных автоматов, предназначенных для упаковки продуктов в пакеты из термосвариваемых материалов, отличается по типу изготавливаемого пакета, который бывает объемным и плоским .
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Объемный пакет «подушечка» или упаковка « стик-пак » (рис.2.1, а) имеет три сварных шва.
Для получения объемного паке-
сворачивается в рукав с круглым или
овальным сечением. Автомат перио-
дического действия оснащен тяну-
щими захватами в виде щипцов, про-
тягивающими свернутый в рукав упа-
Рис. 2.1. Пакеты с прямым дном:
Автоматы, образующие упаков-
а − объемный; б, в − плоский
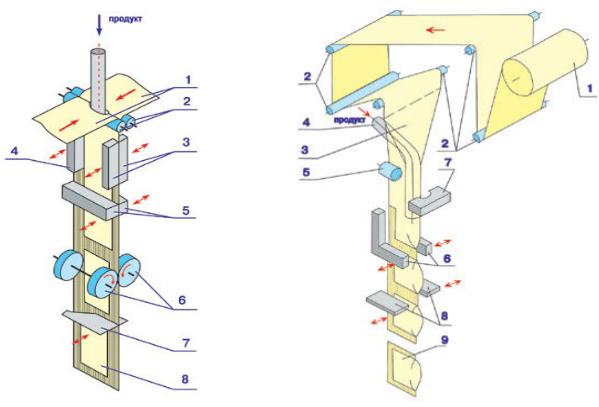
ручьевого исполнения (рис. 2.2). Упаковочный материал с рулона 1 разматыва-
ется через систему натяжных роликов 2 , и дис-
ковыми ножами 3 разрезается вдоль на полосы.
Число полос и ручьев может достигать восьми
и даже двенадцати. Каждая полоса сворачива-
ется в рукав вокруг трубы продуктовода 4 .
Кольцо 5 предотвращает расхождение кромок
упаковочного материала при сварке продоль-
ного шва рукава. Расположенные ниже губки
продольной сварки 6 , периодически прижима-
ясь к рукаву, производят сваривание кромок
упаковочного материала, образуя продольные
швы. Под нижним краем трубы 4 располагают-
ся губки поперечной сварки (обычно одна пара
Рис. 2.2. Схема упако-
на все ручьи): задняя 7 и передняя 8 . Сходясь,
вочной машины периоди-
они сдавливают рукав и о бразуют поперечные
ческого действия с тяну-
швы. Встроенный в одну из поперечных губок
щими захватами, обра-
зующей упаковку «стик»
(чаще заднюю 7 ) нож 9 отрезает готовый на-
полненный продуктом пакет 11 . Когда губки 6
отведены, а губки 7 и 8 разведены, захваты в виде щипцов 10 накладываются на рукав и, двигаясь вниз, протягивают его на длину пакета. При последующем сведении губок створки щипцов разводятся, и щипцы поднимаются вверх, возвращаясь в исходное положение.
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Плоский пакет (рис. 2.1 б, в) имеет три или четыре сварных шва. Плоский пакет образуется двумя способами: наложением друг на друга полос упаковочного материала или складыванием полосы вдвое. Наложение полос может осуществляться с одного или двух рулонов. А по направлению движения упаковочного материала автоматы первого типа бывают горизонтальными и вертикальными. Схема автомата, образующего пакет наложением полос, вертикального типа периодического действия представлена на рис. 2.3 а .
Рис. 2.3 а . Схема упа-
Рис. 2.3 б . Схема упаковочной машины
вертикального типа, образующей плоский
кального типа периодиче-
пакет складыванием полосы : 1 – рулон; 2 – ро-
ского действия, образую-
лики; 3 – пакетообразователь; 4 – труба; 5 – роли-
щей плоский пакет нало-
ки протяжки; 6 – губки сварочные; 7 – прижим; 8
– ножи; 9 – готовый пакет; 10 – ролик склады-
или двух рулонов
вающий торообразный; 11 – ролики складывающие
Две полосы упаковочного материала 1 (с одного или двух рулонов) после роликов 2 проходят мимо двух пар губок продольной сварки 3 , 4 и одной пары губок поперечной сварки 5 , которые периодически сводятся. При сведении губок на пакете образуются продольные и поперечные швы. Когда губки разведе-
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
ны, включаются ролики протяжки 6 , которые протягивают полосу заполненных пакетов. В момент остановки роликов 6 нож 7 разрезает полосу, отделяя готовый пакет 8. Лицевая сторона пакета может центрироваться по фотометке, тыльная сторона пакета – «бегущий рисунок».
Образование плоского пакета складыванием полосы упаковочного материала также осуществляется на автоматах вертикального и горизонтального типа.
Схема работы такого автомата вертикального типа периодического действия следующая (рис. 2.3 б ). Упаковочный материал с рулона 1 через систему натяжных роликов 2 поступает к пакетообразователю 3 со встроенной в него трубой продуктовода 4 , где складывается вдвое. Ниже пакетообразователя 3 установлены ролики протяжки 5 . Эти ролики, периодически включаясь, протягивают сложенный материал на необходимую длину. Далее по движению материала расположены сварочные губки L-образной формы 6 , которые в момент остановки вращения роликов 5 сходятся и образуют продольный и поперечные швы пакетов. Одновременно со схождением губок 6 к трубе 4 подводится прижим 7 , который фиксирует упаковочный материал, исключая выскальзывание продольных кромок материала из-под губок. В момент образования швов в пакет по трубе 4 поступает продукт. Ножи 8 делают разрез, отделяя наполненный пакет 9 . Автоматы, представленные на рынке сегодня, отличаются немногим: отсутствует прижим; губки совершают не возвратно-поступательное, а качающее движение; вместо пакетообразователя может использоваться система складывающих роликов 10 и 11.
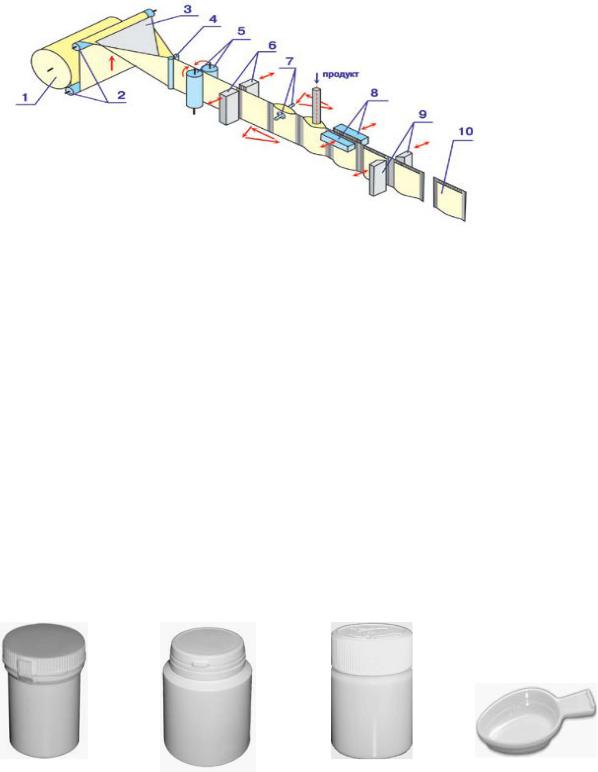
Схема упаковочной части автомата горизонтального типа периодического действия представлена на рис. 2.4. Упаковочный материал с рулона 1 через натяжные ролики 2 подходит к складывающему элементу 3 (в классическом исполнении – это треугольник, но сейчас встречаются элементы и иной формы, например, в виде буквы «Т»). С помощью него и складывающих роликов 4 материал складывается вдвое и протягивается на длину пакета периодически вращающимися роликами протяжки 5 . Губки поперечной сварки 6 , сходясь в момент остановки роликов 5 , образуют поперечные швы. Далее устройство раскрытия 7 (часто это вакуумные присоски, но бывают и другие конструкции) разводит упаковочный материал в зоне между швами. Образовавшийся раскрытый карман помещается под трубу продуктовода. Запечатывающие губки 8 , соединяясь, запечатывают пакеты 10 , а ножи 9 разрезают их.
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Рис. 2.4. Схема упаковочной машины горизонтального линейного типа периодического действия, образующей плоский пакет складыванием полосы с разрезанием наполненного пакета с тремя швами
Оборудование для производства упаковки «саше» поставляют на рынок компании Bosh, Mespack (Испания), Bossar (Испания), Ilapak, Laudenberg, Omag, Schmuker и др. Производительность достигает 380 пак./мин и зависит от фасуемого объема.
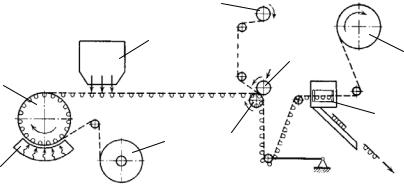
Полимерные контейнеры с контролем первого вскрытия К1 номинальной вместимостью от 12 до 80 мл предназначены для упаковки сыпучих лекарственных препаратов (рис. 2.5 а, б ). Контейнеры комплектуются крышкой, обеспечивающей их герметичность и контроль первого вскрытия. Некоторые контейнеры имеют крышку с защитой от вскрытия детьми (рис. 2.5 в ) и могут комплектоваться мерной ложкой объемом 5 мл (рис. 2.5 г ).
Рис. 2.5. Полимерные контейнеры: с контролем первого вскрытия К1 ( а, б ), типа К 1.2-20 комплектуются крышкой с защитой от вскрытия детьми ( в ), ложка мерная (г)

ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Некоторые фирмы выпускают упаковки с различными дозирующими устройствами для порошкообразных препаратов. На рис. 2.6 приведен дозатор для порошка с фигурными перегородками, состоящий
из пробки, вставленной в горловину емкости, со-
держащей препарат в виде порошка, и крышки с
окном для выпуска дозы продукта из емкости, ко-
торая может закрываться дополнительно шторкой.
Принцип работы дозатора, показывающий после-
довательность процесса дозирования представлен
Рис. 2.6. Дозатор для
Сборы, чаи выпускают в картонных пачках
или полимерных пакетах, брикеты – в бумажных
порошка с фигурными
пакетах, растворимые чаи фасуют в пакеты из
а – общий вид дозатора;
б – первый поворот для за-
фильтр-бумаги. Более подробно о способах фасов-
сыпки промежуточной ка-
ки и упаковке сыпучих ТЛФ описано в главе 3.
меры; в – второй поворот
Таблетки, капсулы, драже упаковывают в
для засыпки дозирующей
камеры; г – третий поворот
контурную тару, банки из стекломассы с винтовой
для выдачи дозы порошка; 1
горловиной, полимерные контейнеры. В качестве
– пробка с перегородками; 2
укупорочных средств для перечисленной тары
применяются навинчиваемые пластмассовые крышки, захватываемые крышки с накатываемой резьбой, пластмассовые пробки с уплотнительным элементом, металлические навинчиваемые крышки. Полимерная тара имеет разные модификации конструкций корпусов, различные виды амортизаторов и специальных дозаторов.
Наиболее часто используемый вид упаковки многих ТЛФ – контурная ячейковая упаковка , обеспечивающая надежное хранение препаратов и максимальную микробиологическую чистоту.
Технология упаковки. Автоматы для упаковки таблеток в односторон-
нюю контурную ячейковую упаковку ( «блистер» ) из полимерной пленки и фольги делятся:
1) по способу подачи пленки: непрерывные и цикличные;
2) по способу формирования: вакуумные; пневмовакуумные и с предварительной механической вытяжкой.
ТЕХНОЛОГИЯ УПАКОВКИ ЛЕКАРСТВЕННЫХ СРЕДСТВ
Пример первичной упаковки при непрерывном формировании представлен на рис. 2.7. Процесс осуществляется следующим образом. Пленка непрерывно сматывается с рулона, закрепленного в бабинодержателе 1 , и поступает на вращающийся барабан 2 для вакуумного формирования, где сначала разогревается инфракрасными излучателями или электрическими нагревателями 3 до пластичного состояния, а затем с помощью вакуума присасывается к барабану, копируя его ячейки и принимая соответствующую форму. Далее пленка с отформированными ячейками поступает на позицию загрузки ячеек упаковываемыми изделиями из питателя 4 . После загрузки осуществляется контроль заполнения ячеек. В случае обнаружения незаполненной ячейки упаковка выбраковывается на выходе из автомата. Затем пленка сверху покрывается алюминиевой фольгой. С помощью двух барабанов термосклеивания – холодного 5 (приводного) и горячего 6 (свободно вращающегося) – пленка склеивается с фольгой, сматываемой с рулона 7 . Описанная часть автомата работает при непрерывной и равномерной подаче пленки. Следующие узлы автомата работают при периодической цикличной подаче ленты, которая через петлеобразующий ролик поступает в вырубной штамп 8 . При рабочем ходе вырубного штампа лента останавливается, и на участке между склеивающими барабанами и штампом образуется петля, которая при холостом ходе штампа выбирается. Готовые упаковки по лотку выходят с автомата, а отход ленты сматывается в рулон 9 . В процессе маркировки на упаковку наносится номер серии и срок годности препарата.
Источник


