Оборудование производства мягких лекарственных форм




![]()
![]()
Качество мягких лекарственных форм (МЛФ) во многом зависит от соответствия оборудования для их производства технологическим процессам. При несоблюдении этого возможно:
— неравномерное распределение компонентов в продукте;
— образование газовых эмульсий, что приводит к ухудшению стабильности в процессе хранения и изменению физико-химических свойств препарата;
— изменение реологических параметров, что также приводит к дестабилизации дисперсных систем в процессе хранения. Материалы, из которых изготовляется оборудование для производства (МЛФ).В современных производствах МЛФ рекомендуется применять основное и вспомогательное оборудование, системы коммуникаций из высококачественных легированных сталей марок 12Х18Н10Т, 12Х17Н13МЗТ. Не рекомендуется использовать оборудование из стекла, потому что в аварийных ситуациях битое стекло может стать источником контаминации продукции, кроме того параметры ведения многих технологических процессов в стеклянном оборудовании ограничены из-за хрупкости стекла. Недопустимо использование оборудования из чёрных металлов и низколегированных сталей, так как это приводит к контаминации продукции ионами металлов, более того детали изготовленные из обычной стали могут со временем полностью прокорродировать. Повреждения эмалированного покрытия также приводят к контаминации продуктов ионами железа.
— Для транспортирования исходного сырья после его отвешивания используются ёмкости из нержавеющей стали с крышками.
 — Выгрузку промежуточной продукции (мази, линимента, геля, суппози-торной массы) осуществляют под давлением отфильтрованного сжатого воздуха или азота в герметически закрываемые передвижные ёмкости из легированной нержавеющей стали (так называемые «мюллеров-ские бочки»), различной вместимости. Эти ёмкости используются для временного хранения промежуточной продукции, её транспортирования к месту фасовки и выгрузки непосредственно в бункер наполнительного автомата.
— Выгрузку промежуточной продукции (мази, линимента, геля, суппози-торной массы) осуществляют под давлением отфильтрованного сжатого воздуха или азота в герметически закрываемые передвижные ёмкости из легированной нержавеющей стали (так называемые «мюллеров-ские бочки»), различной вместимости. Эти ёмкости используются для временного хранения промежуточной продукции, её транспортирования к месту фасовки и выгрузки непосредственно в бункер наполнительного автомата.
— Материальные трубопроводы выполнены из нержавеющей стали, а в местах «мёртвых» зон — из армированного прозрачного полиэтилена. Это позволяет определять наличие остатков продукта в трубопроводах и за счёт гибкости шланга удалять их. Трубопроводы конструируются таким образом, чтобы они быстро и легко разбирались для мойки и дезинфекции.
— Для приготовления основы, концентрата лекарственного вещества и других компонентов, а также приготовления мази, геля, линимента, эмульсии, суспензии, суппозиторной массы применяются реакторы различной вместимости с герметически закрываемыми крышками, что предотвращает все виды контаминации, испарение или поглощение воды в процессе изготовления продукции, а также позволяет производить загрузку и выгрузку исходного сырья или промежуточного продукта при помощи вакуума или давления.
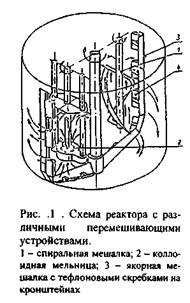
Реакторы-смесителидолжны быть укомплектованы мешалками различных типов:
— рамной или скребково-якорной (иногда с тефлоновыми скребками), необходимой для предотвращения локальных перегревов и налипания массы на стенках реактора в процессе нагревания или охлаждения;
— лопастной для эффективного перемешивания массы;
— турбинной для эмульгирования или суспендирования тонкодисперсных порошков.
Схема реактора с различными перемешивающими устройствами приведена на рис.1.
Реакторы оборудуются пароводяными рубашками или рубашками с обогревом масляными тэнами.
Реакторы работают под вакуумом, чтобы избежать пенообразования или завоздушивания реакционной массы, что приводит к образованию газовых эмульсий, а это в последствии будет причиной потери стабильности продукта в процессе хранения. Реакторы оборудуются устройствами для загрузки и выгрузки продукта, входов и выходов вакуума и сжатого воздуха, входов и выходов воды и пара, смотровым окном.
Оборудование для гомогенизации.Одной из важнейших операций при изготовлении МЛФ помимо перемешивания является гомогенизация. В процессе гомогенизации вместе с перемешиванием происходит измельчение частиц. Для этих це-
лей в промышленности используют коллоидные мельницы, мазетёрки (жерновые, дисковые, вальцовые). В настоящее время широкое распространение получили такие типы гомогенизаторов, как роторно-пульсационные аппараты (РПА). РПА бывают погружного (вмонтированного) и проточного (проходного) типов.

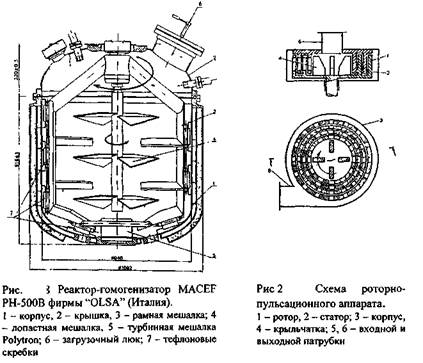
РПА погружного типа выполняют в виде мешалок, которые помещаются в реактор. К такому типу РПА относятся гидродинамические аппараты роторного типа (ГАРТ), серийно выпускаемые Таллиннским заводом химического машиностроения, погружные аппараты фирмы «Janke and Kunkel К. G» (Германия), мешалка Polytron фирмы «OLSA» (Италия). Последняя входит в комплект реактора-гомогенизатора MACEF PH-500B (рис.2.18). Данный тип РПА устанавливают для эффективности перемешивания дополнительно к другим типам мешалок. Несмотря на конструктивную простоту погружные РПА не обеспечивают достаточно однородной обработки всей массы продукта. Их применение оправдано при небольших объемах обрабатываемых сред с невысокой вязкостью.
Наибольшее распространение получили РПА проточного типа, которые состоят из ротора и статора, помещенных в корпусе и выполненных в виде чередующихся коаксиальных цилиндров с прорезями (отверстиями) или в виде концентрически расположенных зубьев. Во внутренней зоне ротора могут быть установлены лопасти или ножи, обеспечивающие из-мельчение крупных фракций дисперсной фазы и улучшающие условия перемешивания и транспорта обрабатываемой среды, поступающей, как правило, по осевому патрубку и движущейся от центра к периферии устройства (рис. 2.19).
Вмонтированные РПА имеют диаметры рабочих органов 115, 130, 150 мм, частота вращения вала — 2900 об/мин, мощность двигателя 2,2 — 7,5 кВт. Проточные РПА изготавливаются с диаметром рабочих органов 60, 115, 150, 230 мм, частотой вращения 1500 — 8000 об/мин. Мощность двигателя 1,4-37 кВт. Производительность по воде 1,6-60 м 3 /час.
При изготовлении МЛФ, содержащих антибиотики и другие вещества с частицами повышенной прочности, рекомендуется применять аппараты роликового типа, в которых дополнительными диспергирующими телами служат ролики, расположенные между ротором и статором. РПА проточного типа и роликовые гомогенизаторы выпускаются НПО «Прогресс» (Санкт-Петербург), из зарубежных производителей это оборудование производит фирма «Jankq and Kunkel К. G» (Германия).
Гомогенизатор «Мегатрон» фирмы «KINEMATICA» (Швейцария) представляет собой коллоидную мельницу, оборудованную системой охлаждения «труба в трубе». Процессы смешивания компонентов и гомогенизации мази позволяет проводить установка «Борщаговка — 320» (Киев); НПО «Техэнергохимпром» — предлагает проточно-кавитационные смесители гомогенизаторы. На Украине разработан реакторный гомогенизатор-диспергатор АР-3000.
Оборудование для фасовки МЛФ Период хранения нерасфасованного промежуточного продукта в реакторе или сборнике необходимо свести к минимуму во избежание нарушения стабильности препарата. Поэтому количество производимой промежуточной продукции в реакторе должно быть сбалансировано с производительностью тубонаполнительного автомата, автомата по изготовлению суппозиториев, автомата по расфасовке МЛФ в другой вид первичной упаковки.
Оборудование по фасовке МЛФ в тубы выпускают НПО «Прогресс» (Санкт-Петербург), Мариупольский ЗТО, а из зарубежных фирм на наших предприятиях успешно работают автоматы тубонаполнительные фирмы «JWKA», автомат по наполнению туб/упаковке туб в картонные коробки фирмы «Петер Биндер» (Германия), «Нордематик» (Швеция) и др. Производительность от 30 до 60 туб в минуту.
Тубонаполнительная машина состоит из таких основных частей: узла загрузки туб; механизма опрокидывания; узла воздушной очистки внутренней поверхности туб; механизма ориентации туб по этикетке; бункера для промежуточного продукта с системой нагрева и перемешивания; узла наполнения туб; трёхпозиционной станции загибки с операцией впечатывания информации; узла выгрузки туб.
Принцип работы тубонаполнительной машины: мазь передавливают в бункер тубонаполнительной машины и фасовку осуществляют при температуре 18-25°С без перемешивания. Алюминиевая туба из узла загрузки посредством механизма опрокидывания попадает в оправу револьверной головки бушоном вниз. Револьверная головка поворачивается по часовой стрелке и туба попадает в узел воздушной очистки внутренней поверхности, которая производится воздушной струёй под давлением. Последующий поворот револьверной головки доставляет её к механизму ориентации тубы по рисунку, где она посредством датчика ориентируется для последующей операции загибки юбки тубы после наполнения её продуктом. На операции наполнения мазь из бункера засасывается поршнем, а затем под давлением поршня посредством шприца фасуется в тубу. Последующий поворот револьверной головки подводит оправку с тубой к первой станции загибки, где последовательно с последующими позициями происходит загибка юбки наполненной мазью тубы с двойным поворотом. Величина одного заворота равна 5 мм. На последней позиции стадии загибки впечатываются необходимые данные (№ серии, срок годности). Узел выгрузки туб подаёт заполненную тубу в жёлоб, из которого туба автоматически попадает на транспортёр подачи туб автомата по упаковке туб.
Оборудование для изготовления суппозиториев Промышленным способом изготовления суппозиториев является метод литья. Зарубежными фирмами производятся машины для литья суппозиториев (автомат фирмы «Franco Crespi») и автоматы для упаковки суппозиториев в целлофановую упаковку, алюминиевую фольгу в виде полосок (стрипов) «Wolkogon» (Германия). В настоящее время на предприятиях по изготовлению суппозиториев работают высокопроизводительные линии, в которых суппозитории выливаются сразу в первичную упаковку, далее следуют контрольные весы, и картонажный автомат. Такие линии производят в разных странах: «Farmo Dui FD 22/U» (фирма «Sarony» — Италия), «Servac 200 Su 300S», «Hofliger und Karg» (Германия).
Принцип работы этих линий идентичен. Отливка суппозиториев может производиться в алюминиевую фольгу или поливинилхлоридную плёнку. Основные части автоматической линии «Servac 300S» следующие:
1) устройство для отматывания алюминиевой фольги с рулонов;
2) устройство для надрезания фольги перед формированием;
3) формовочная головка, в которой под воздействием давления на двух лентах фольги формуется половина формы;
4) в узле сваривания при температуре 150 °С происходит сваривание этих двух полос в непрерывную ленту незаполненных форм, верхняя часть которых открыта;
5) устройство для заполнения форм суппозиторной массой посредством полых игл;
6) термостатируемая ёмкость расплавленной суппозиторной массы; под ёмкостью располагается дозирующий насос;
7) сварное устройство для сваривания верхней части ленты после заполнения форм;
8) устройство для разрезания ленты на отрезки по 5, 6, 10 суппозиториев;
9) холодильная камера, в которой наполненные формы посредством транспортёра перемещаются и охлаждаются потоком холодного воздуха;
10) устройство подачи наполненных форм к контрольным весам и на упаковку в картонажный автомат.
Производительность установки 300 шт/мин. В сравнении с раздельной отливкой суппозиториев с последующей упаковкой в фольгу или целлофан склеиванием, данный метод позволяет совместить эти операции и исключить контакт работающего персонала с продукцией, а следовательно производство более отвечает требованиям GMP. Кроме того, приведенный метод позволяет снизить трудоёмкость и увеличить производительность процесса.
Источник
Оборудование для изготовления лекарственной формы

Лекарственные средства являются особо важным видом фармацевтической продукции. От их безопасности и эффективности зависит здоровье и даже жизнь каждого человека. Требования к их производству конкретизируют требования к оборудованию для производства лекарств.
Нынешнее состояние российского рынка оборудования для фармацевтической отрасли значительно стабилизировалось. Отечественные фарм предприятия закупают новейшее оборудование, пытаясь заменить устаревшие узлы и по возможности «реанимировать» остановившееся производство. Новые стандарты GMP, приемлемые для всего мира, не чужды и «продвинутым» российским производителям. Обязательный переход производства на этот стандарт в настоящее время — требование лицензирующего органа (Министерства промышленности и торговли РФ). Перевооружение производств на новое высокотехнологичное становится обязательным условием для производителей оборудования для лекарственных форм. Однако рост рынка продаж лекарственных препаратов и техническое переоcнащение отрасли в соответствии GMP предполагают перспективы долгосрочного роста рынка фармацевтического оборудования.
Безостановочный, отвечающий стандартам качества, процесс выпуска лекарственных средств — главное предназначение фармацевтического оборудования. Широкий ассортимент фармацевтических препаратов требует множество определенных видов оборудования. Многочисленные стадии и циклы производства лекарств порождают использование различной медицинской техники специального предназначения.
Технологическое оборудование для изготовления лекарств должно соответствовать своему назначению и обеспечено обслуживанием, не представляющем угрозы для качества продукции. В связи с этим фармацевтическое оборудование должно отвечать следующим техническим требованиям:
— обеспечение производства лекарств в соответствии с заданной спецификацией;
— обеспечение требуемой структуры медикамента;
— обеспечение гомогенности (однородности) лекарственной продукции;
— защита препарата от риска загрязнения;
— предотвращение перекрестных загрязнений;
— возможность аттестации критического оборудования;
— контроль параметров процесса производства;
— стабильность, обеспечивающая неизменность показателей лекарственных препаратов в допустимых пределах;
— эффективность эксплуатации и удобство технического обслуживания;
— соответствие погрешности контрольно-измерительных приборов установленным значениям.
Оборудование для производства фармацевтической продукции
Фармацевтическое оборудование — категория, которая охватывает весь спектр устройств, используемых в процессе производства медикаментов. На каждой стадии технологического процесса используется специальное оборудование. Различают следующие циклы изготовления лекарственных медикаментов:
— придание лекарству требуемой формы;
— стадия оформления и упаковки. С помощью такого непрерывного потокового режима получают медикаменты различных лекарственных форм: таблетки, капсулы, ампулы, гранулы, мази и др.
Виды оборудования фармацевтического производства
Виды основного оборудования:
— по производству медикаментов в ампулах;
— по изготовлению лекарственных кремов, гелей, мазей;
— для осуществления синтеза органических веществ.
Виды вспомогательного оборудования:
— оборудование для подготовки воды для ампул;
— установка для производства стеклянных ампул;
— очистительный агрегат для производственного водопровода;
— аппараты для изготовления полиэтиленовой тары.
Каждый вид оборудования подразделяется на множество разновидностей, выполняющих свою непосредственную миссию. Так для подготовки сырья используют: для жидких лекарств — смесители различного типа и гомогенизаторы, для сыпучих препаратов — дробильные аппараты для измельчения и дезинтеграторы. Для поддержания определенной влажности исходного материала применяют разные модели специальных сушилок.
Для дальнейшего процесса производства необходимы варочные котлы, таблетпрессы, капсуляторы и другие виды необходимые для каждого цикла изготовления лекарственных препаратов.
Стабильность и эффективность непрерывной работы фармацевтического оборудования на каждом этапе производства лекарственных форм — залог исключительно высококачественной продукции, поступающей на прилавки отечественных аптек.
Производством оборудования для фармацевтических производств различных лекарственных форм, его комплексной поставкой, монтажом и последующим сервисным обслуживанием и занимается наша компания. На страницах нашего сайта вы сможете подобрать технику, полностью соответствующую потребностям вашего производства.
Источник


